Konter-Dübel / Konter-Schraub
Konter-Dübel oder Konter-Schraub
Schnellste Fertigungsart
Mit dieser Fertigungsart ist der höchste Mengenausstoß auf einer CNC-Fertigungsanlage möglich, da nachfolgende Arbeitsschritte auf andere Arbeitsplätze verlagert sind.Geringere Werkzeuginvestition
Eine gekonterte Eckverbindung ist bei allen Formen möglich, ob Schräg-, Rund- oder Sonderprofile. Auch Setzholz und Kämpfer werden mit nur einem profilabhängigen Werkzeug hergestellt.Einzelteil-Lackierung möglich
Eine gekonterte Eckverbindung bietet die Möglichkeit, den Lack auf alle 6- Seiten aufzutragen. Hierzu sind einige Systeme, wie SFS- oder Würth-Schraube am Markt.hohe Variabilität
Gekonterte Eckverbindungen haben eine hohe Variabilität hinsichtlich eines Profilsplittings.Fertigungsschritte: Konter-Dübel oder Konter-Schraub
1. HOBELN
Die Basis eines guten Holzprofils ist die exakte Kalibrierung der Holzkantel. Somit werden Toleranzen vermieden. Wahlweise kann eine Rohleiste zur Weiterverarbeitung oder eine Glasleiste ausgetrennt werden.
2. Profilieren
In den meisten Fällen erfolgt die Hirn- und Längsholz-Bearbeitung auf einer CNC-Anlage. Die Dübelbohrungen werden überwiegend vor der Profilierung am Rohholz eingebracht. In einer Aufspannung erfolgen Bohren und Profilieren – dies gewährleistet höchste Präzision. Bei Konter-Schraub-Verbindung können die Dübel- oder Schraubbohrungen auch nach der Lackierung erfolgen.
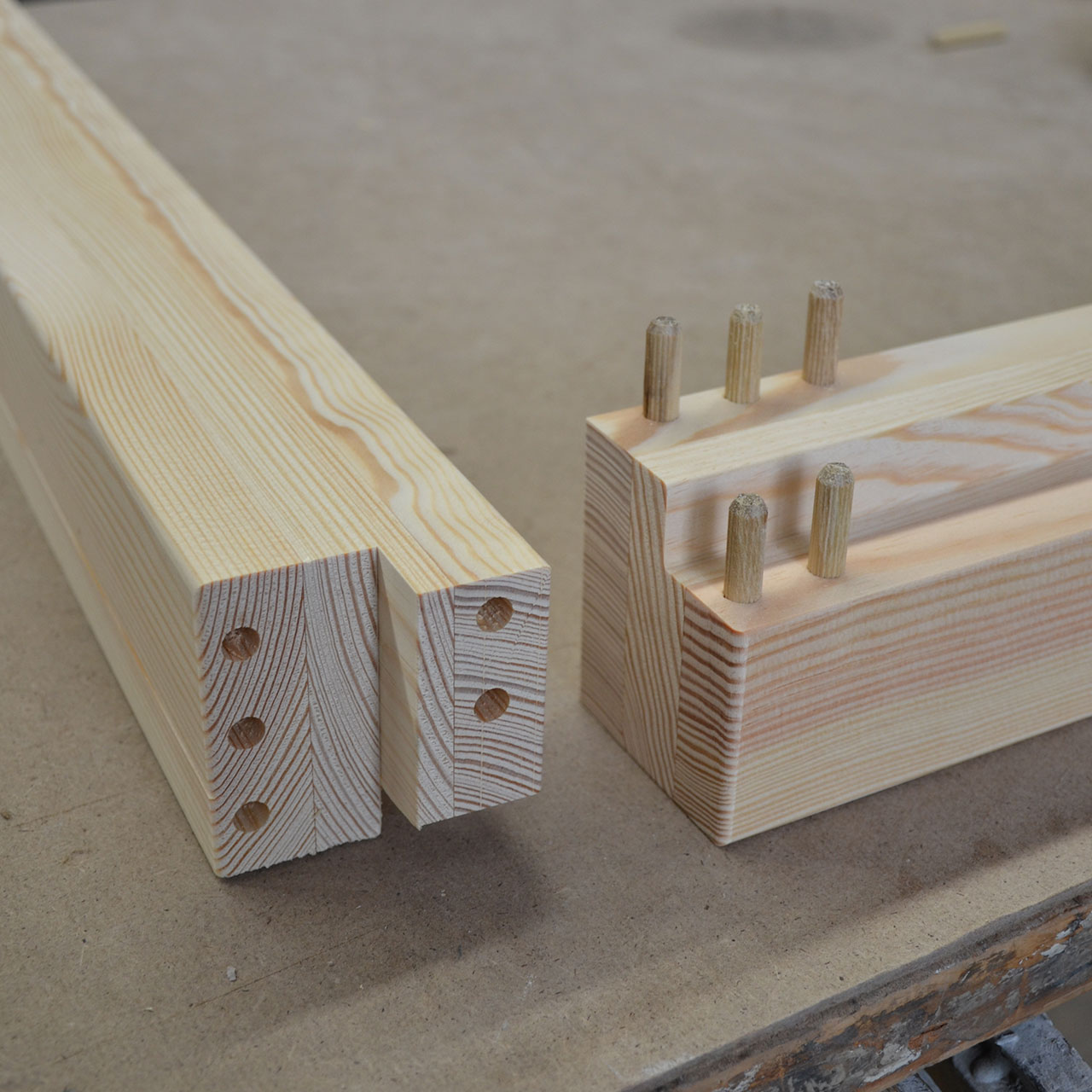
3. Beleimen
Die Einzelteile werden beleimt und die Dübel eingebracht. Dies kann händisch oder bei geforderter Stückzahl über einen Beleim- und Dübeleintreibautomaten erfolgen. In der maximalen Ausbaustufe wird dieser auch online angesteuert.
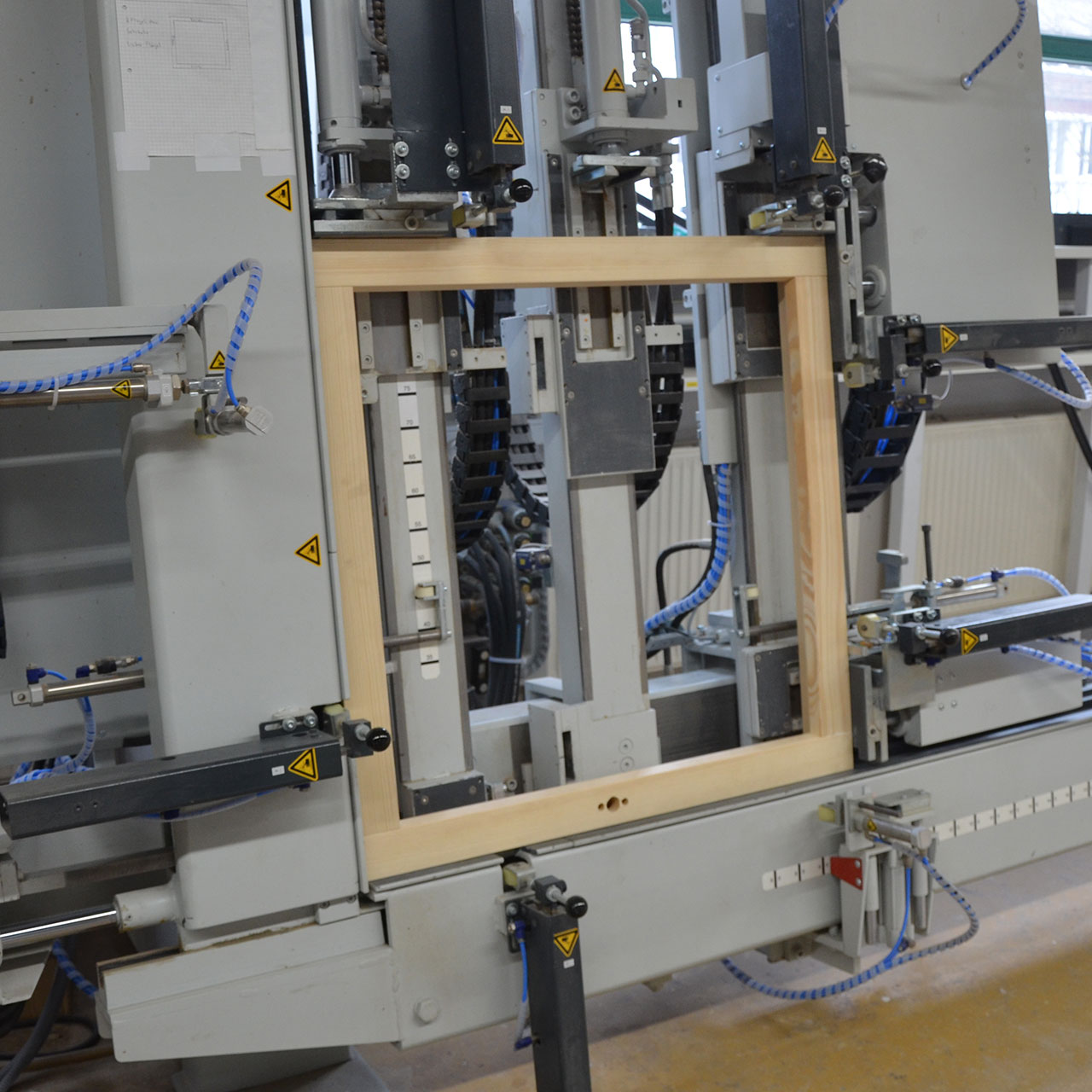
4. Verpressen
Die Einzelteile werden in einer Rahmenpresse zusammengepreßt um eine dauerhafte Eckverbindung zu gewährleisten. Für das Außenprofil werden Pressbeilagen, welche dem Profil entsprechen, verwendet.